RPR Indukciós rozsda és festék eltávolítás
Költségkímélő és hatékony módszer
Az RPR rozsda és festék eltávolító rendszer különösen költségkímélő és hatékony módszer az rozsda és a festék eltávolítására az acélfelületeken. A szabadalmaztatott rendszer az indukciós fűtés elvén alapul. Az RPR rendszerrel költséghatékony és környezetbarát módon készíthető elő a felület
- különösen gyors bevonat eltávolítás
- alacsony zajszint
- nincsenek súrolóanyagok vagy víz
- nehezen eltávolítható bevonatokhoz is használható
- nincs por
- tiszta és biztonságos
Hova ajánljuk
Az RPR használható rozsda, festék, bevonat, bakteriális korrózió és olaj maradvány eltávolítására elektromos vezető felületeken (acél), azáltal, hogy az eltávolítandó anyag felületi kötödését felbontja.
Az RPR csak ott és akkor termel hőt (energiát), ahol szükséges. Az indukciós hevítés önmagában nem okoz káros kibocsátást, füstöt, erős zajhatást vagy veszteséghőt, emellett a környezetre sincs negatív hatással.
Hasonlóan az UHP vízsugaras maráshoz az RPR nem eredményez „új” felület profilt, hanem a bevonatolás előtti felületet adja vissza.
Az RPR használatának előnyei
- RRP-el 5-20-szor gyorsabban távolítható el a bevonat
- 1 RPR egység 5-100 m2 felületet tisztit meg óránként (bevonattól függően)
- Nincs zavaró hanghatás
- Nincs súrlódó anyag
- Minimális veszteség és ártalmatlanítás
- – minimális költség-környezetbarát
- teljes bevonat eltávolítás
- Nincs surlódóanyag visszaverődés
- Nincs por kibocsátás
- Más tevékenység (hegesztés, csőszerelés, villanyszerelés, stb) folytatható a munka közben
- nincs ismert káros hatása
- Energia megtakarítás (25%-a a hagyományos módszerekhez képest)
- vizes környezetben, esőben is használható
- többféle formájú és méretű indukciós fej
- Könnyen adaptálható (fél)automata rendszerekhez
- Nincsenek mozgó alkatrészek, gyakorlatilag karbantartást nem igényel
- A hatékonyság miatt kevesebb állásidő, ezáltal kisebb költség/m2 kisebb teljes projekt költség
Bemutatók, letölthető anyagok
Az RPR rendszer ideális rozsda, festék és egyéb bevonatok (vulkanizált gumi, tűz gátló anyagok, epoxigyanta, stb.) eltávolításához az alábbi tényezők szabályozásával:
- Energia felhasználás
- Hőmérséklet
- Hő penetráció
- Eltávolítás gyorsasága
Ezen jellemzők beállításával az RPR páratlan teljesítményt nyújt.
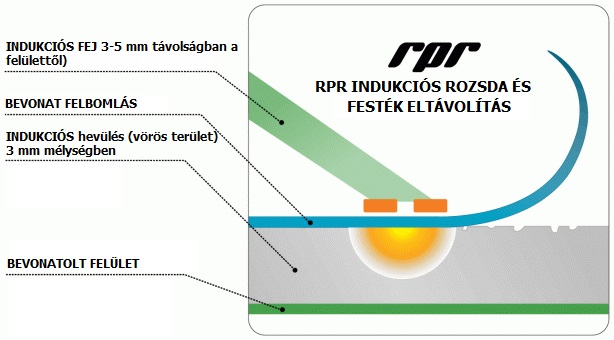
A rendszer váltóáramot küld a tekercsbe, amely elektromágnese mezőt hoz létre és örvényáramot generál a munkadarabon, pontos lokalizált hőt termelve anélkül hogy fizikai kapcsolat alakulna ki az induktor fej és a munkadarab között (nincs kopás és elhasználódás).
Ez a kontrollált és lokális hő a bevonat azonnali felbomlását eredményezi az induktor fej alatti területen.
A hevítés adott beállításban mindig azonos, ezáltal biztosítja a konzisztens működést és az optimális felületkezelés minőségét. Bekapcsolás után a folyamat azonnal elkezdődik, hőtermelés indul el a munkadarabon, pontosan szabályozható a felbomlási hőmérséklet.
Az RPR indukciós hevítés pontosan irányítható: a munkadarab adott területén, az induktor fej elhelyezkedésétől függően, a környező területeket nem érinti a folyamat. Az áramellátás automatikusan történik annak érdekében, hogy a megfelelő hevítés alakuljon ki.
Az RPR felület előkészítéshez szükséges feltételek
[checklist]- váltóáram ellátás
Az RPR rendszer elemei
- RPR indukciós generátor
- köztes transzformátor
- RPR indukciós fej
- indukciós tekercs (festék eltávolító fej)
- vízhűtéses rendszer kábelek
- elektromos áramot vezető munkadarab (i.e., a kezelendő acél felület)
- Fő indukciós egység (220 kg.)
- Hosszabitó kábel (max.100 m)
- Indukciós fej (több féle méretben)
- Csatlakozó (transzformátor) doboz
Energia igény
egység
RPR
homokszórás/vízsugár
Az energia hatékony RPR folyamat az energia 90%-át hasznos hővé alakítja. Ez sokkal hatékonyabb, mint a hagyományos módszerek, ez pedig költségcsökkentést és időmegtakarítást eredményez. A készenléti hő veszteség minimálisra csökken, hiszen a hő csak akkor aktív amikor a rendszer valóban dolgozik.
Az elektromágneses frekvencia, az elektomágneses mező és a munkadarabon kialakuló hő között egyenes arányosság van:
- magasabb frekvencia = kisebb mértékű penetráció
- alacsonyabb frekvencia = nagyobb mértékű penetráció
- ez a funkció az RPR rendszerrel szabályozható
Az RPR-t a rendszert üzemeltető dolgozó előre beállíthatja annak érdekében, hogy az optimális hatást érje el a kezelendő felületen attól függően, hogy milyen felületet kell kezelni és milyen bevonatot kell eltávolítani.
Mivel az indukciós hő csak 0.3 mm mélységben hatol be az anyagba ezért csak azt a felületet érinti a kezelés, az ellenkező oldalon lévő bevonatokat nem károsítja vagy befolyásolja.
A rozsda vagy festék fellazul és könnyen levakarható vagy más módon eltávolítható. Az olaj és zsir maradványokat is eltávolítja az RPR.
Általánosságban elmondható, hogy az RPR kezelésnek kitett acél felületek legalább 5mm vastagok legyenek. Tesztelték a rendszert 3mm vastag acélfelületen is, ami szintén sikeres volt, de javasoljuk, hogy a kezelés megkezdése előtt egy kis területen próbálják ki a módszert.